-
![常用大型电脑锣,数控铣床加工方法]()
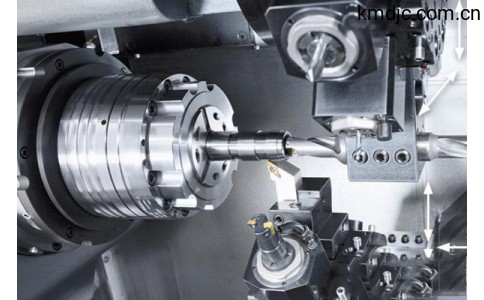
常用大型电脑锣,数控铣床加工方法
1.平面孔系零件 常用点位、直线控制电脑锣机床(如电脑锣钻床)来加工,选择工艺路线时,主要考虑加工精度和加工效率两个原则。2.旋转体类零件 常用电脑锣车床或磨床加工。a、考虑加工效率:在车床上加工时,通常加工余量大,必须合理安排粗加工路线,以提高加工效率。实际编程时,一般不宜采用循环指令(否则,以工进速度的空刀太多)。比较好的方法是用粗车尽快切除材料,再精车。b、考虑刀尖强度:电脑锣车床上经常用到
2019-11-22 aipaae
-
![车床改制成深孔镗床]()
车床改制成深孔镗床
我公司是加工石化行业用离心铸管的企业,随着企业规模的不断扩大,迫切需要增加两台深孔镗床,在有两台闲置的CW6163车床情况下,大修后改制成深孔镗床,满足了扩建生产的需要,大大节省了投资成本。 1. 主要设计参数和技术要求(1)离心铸管内孔加工的技术要求 离心铸管内孔加工后的尺寸公差要求是0~-0.8mm,管长为3~5.5m,表面粗糙度值Ra=0.8μm。 (2)对CW6163车床的技术要求
2019-11-22 aipaae
-
![焊接机器人编程技巧]()
焊接机器人编程技巧
1、选择合理的焊接顺序。以减小焊接变形、焊枪行走路径长度来制定焊接顺序。 2、焊枪空间过渡要求移动轨迹较短、平滑、安全。 3、优化焊接参数。为了获得最佳的焊接参数,制作工作试件进行焊接试验和工艺评定。 4、合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度 ,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调
2019-11-22 aipaae
-
![数控铣床主轴噪声故障维修方法]()
数控铣床主轴噪声故障维修方法
一、主轴噪声故障分析 在很多数控铣床中,由于主轴的变速系统仍采用若干传动轴、齿轮和轴承,因此在工作中不可避免地要产生振动噪声、摩擦噪声和冲击噪声。而数控铣床主传动系统的变速是在机床不停止工作的状态下,由计算机控制完成的,因此它比普通机床产生的噪声更为连续,更具有代表性。 某数控铣床,在初次使用时噪声就较大,并且噪声声源主要来自主传动系统,随着使用时间的延长噪声越来越大,用声级计在主轴2000r
2019-11-22 aipaae
-
![针对数控机床加工精度出现问题的分析]()
针对数控机床加工精度出现问题的分析
一、造成加工精度异常故障的原因造成加工精度异常故障的原因隐蔽性强,诊断难度比较大。笔者根据多年实践经验,归纳出五个主要原因:机床进给单位被改动或变化;机床各个轴的零点偏置异常;轴向的反向间隙异常;电机运行状态异常,即电气及控制部分异常;机械故障,如丝杠,轴承,轴联器等部件。另外加工程序的编制,刀具的选择及人为因素,也可能导致加工精度异常。二、数控机床故障诊断原则1.先外部后内部数控机床是集机械,液
2019-11-22 aipaae
-
![数控车床的日常维护和保养]()
数控车床的日常维护和保养
车床具有机、电、液集于一身的,技术密集和知识密集的特点,是一种自动化程度高、结构复杂且又昂贵的先进加工设备。为了充分发挥其效益,减少故障的发生,必须做好日常维护工作,所以要求数控车床维护人员不仅要有机械、加工工艺以及液压气动方面的知识,也要具备电子计算机、自动控制、驱动及测量技术等知识,这样才能全面了解、掌握数控车床,及时搞好维护工作。 1、 数控机床主要的日常维护与保养工作的内容:选择合适的使
2019-11-22 aipaae
-
![数控机床常见机械故障及防范措施]()
数控机床常见机械故障及防范措施
一、主轴部件故障 由于使用调速电机,数控机床主轴箱结构比较简单,容易出现故障的部位是主轴内部的刀具自动夹紧机构、自动调速装置等。为保证在工作中或停电时刀夹不会自行松脱,刀具自动夹紧机构采用弹簧夹紧,并配行程开关发出夹紧或放松信号。若刀具夹紧后不能松开,则考虑调整松刀液压缸压力和行程开关装置或调整碟形弹簧上的螺母,减小弹簧压合量。此外,主轴发热和主轴箱噪声问题,也不容忽视,此时主要考虑清洗主轴箱,
2019-11-22 aipaae
-
![数控冲床成型模具的使用注意事项]()
数控冲床成型模具的使用注意事项
※成型模具使用注意事项:1、使用成型模具时数控冲床严禁无板材冲压,不能空打模具,同时要经常检查锁紧螺钉的松紧情况,否则容易导致数控冲床和成型模具的损坏。2、成型模具的成型方向尽量选择向上成型,以避免成型后的形状与工作台上钢珠碰撞造成产品变形。 3、向上成型模具的下模通常比标准下模高,因此其旁边的冲孔模具工位尽量不要使用,避免对板材产生压痕,成型模具在不使用时请从机床上取出打油存放模具柜内,防止锈蚀
2019-11-22 aipaae